
油压机的工作原理
发布者:创佳鸿机械 发布时间:2012/7/11 9:14:44
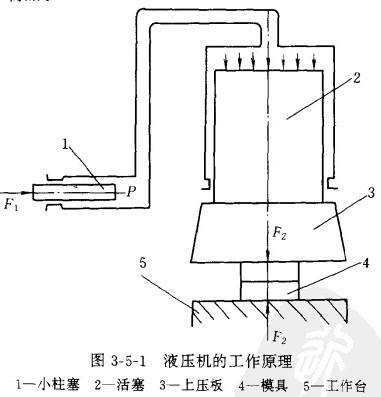
油压机是应用帕斯卡定律进行工作的压力机械。由小柱塞泵、工作油缸、上压板和管路构成一个密闭系统。小柱塞油泵给泊施力矶,油液产生压力p,根据帕斯卡定律,P将等值地传递到活鑫上,由于活塞面积比小柱塞面积大得多,故所产生的力Fz很大,利用Fz给加热模具加压而成型制品。
压制成型的基本过程如图3-5-2所示,压制时首先向模具加入物料,然后向液压缸通入压力泊,往塞及活动横梁以立柱为导向,向下运动,进行闭模,最终将四柱油压机产生的力传递给模具并作用在物料上。模腔内的物料在力的作用下首先熔融软化,并借助油压机所施的力填满模腔和进行化学反应。为保证制品质量,闭模后还需将压模启闭数次,以排除模内气体。随后进行升压并加以保持,此时物料中的树脂继续进行化学反应,经一定时间后便成为不熔不浴的坚硬固体,完成团化成型,随即开模取出制品。
压制过程中,温度、压力和时间对成型影响很大,机器的运转速度关系到生产率,也是一个不可忽视的重要参数。在这些参数中,除温度是由压模的加热部分予以保证外,而压力、时间和速度都是由油压机来决定的。塑料油压机应能满足下列要求:
1.压制压力应该足够并能调整,还要求在一定的时间内达到和保持预定压力。
2.油压机的活动横梁在行程中的任何一点位置上都能停止和返回。这在安装模具、预压、 分次装料或发生故障时,是必须的。
3.油压机的活动横梁在行程中任何一点位置都能进行速度控制和施加工作压力,以适应 不同高度模具的要求。
4.油压机的活动横梁,在阳模尚未接触塑料前的空行程中,应有较快的速度,以缩短压制 周期,提高机器的生产率和避免塑料流动性能降低或硬化。当阳模接触塑料后即放慢闭模速度,否则,可能使模具或嵌件遭致损坏或粉料从阴模中冲散出来,同时放慢速度还可以使模内空气得到充分排除。
压制成型的基本过程如图3-5-2所示,压制时首先向模具加入物料,然后向液压缸通入压力泊,往塞及活动横梁以立柱为导向,向下运动,进行闭模,最终将四柱油压机产生的力传递给模具并作用在物料上。模腔内的物料在力的作用下首先熔融软化,并借助油压机所施的力填满模腔和进行化学反应。为保证制品质量,闭模后还需将压模启闭数次,以排除模内气体。随后进行升压并加以保持,此时物料中的树脂继续进行化学反应,经一定时间后便成为不熔不浴的坚硬固体,完成团化成型,随即开模取出制品。
压制过程中,温度、压力和时间对成型影响很大,机器的运转速度关系到生产率,也是一个不可忽视的重要参数。在这些参数中,除温度是由压模的加热部分予以保证外,而压力、时间和速度都是由油压机来决定的。塑料油压机应能满足下列要求:
1.压制压力应该足够并能调整,还要求在一定的时间内达到和保持预定压力。
2.油压机的活动横梁在行程中的任何一点位置上都能停止和返回。这在安装模具、预压、 分次装料或发生故障时,是必须的。
3.油压机的活动横梁在行程中任何一点位置都能进行速度控制和施加工作压力,以适应 不同高度模具的要求。
4.油压机的活动横梁,在阳模尚未接触塑料前的空行程中,应有较快的速度,以缩短压制 周期,提高机器的生产率和避免塑料流动性能降低或硬化。当阳模接触塑料后即放慢闭模速度,否则,可能使模具或嵌件遭致损坏或粉料从阴模中冲散出来,同时放慢速度还可以使模内空气得到充分排除。
上一页:液压机下滑块的工作原理
下一页:油压机机身构造
友情连接
深圳市创佳鸿机械设备有限公司 版权所有 2012 全国免费服务热线:400-657-6606 销售热线:0755-28026842 0755-28026106 13602677624
公司传真:0755-29803696 公司地址:深圳市宝安区观澜横坑工业区河西村182号
公司传真:0755-29803696 公司地址:深圳市宝安区观澜横坑工业区河西村182号